
RABOTEUSE - PowerPoint PPT Presentation
Title:
RABOTEUSE
Description:
Une vitesse faible donne un tat de surface ... contacteur ou variateur SCHEMA DE L ENSEMBLE EFFECTEUR Limiteur de passe Rochet anti recul Entraineur ... – PowerPoint PPT presentation
Number of Views:54
Avg rating:3.0/5.0
Title: RABOTEUSE
1
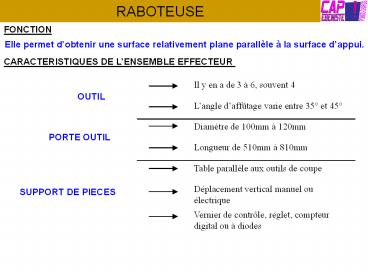
RABOTEUSE
FONCTION
Elle permet dobtenir une surface relativement
plane parallèle à la surface dappui.
CARACTERISTIQUES DE LENSEMBLE EFFECTEUR
Il y en a de 3 à 6, souvent 4
Langle daffûtage varie entre 35 et 45
Diamètre de 100mm à 120mm
Longueur de 510mm à 810mm
Table parallèle aux outils de coupe
Déplacement vertical manuel ou électrique
Vernier de contrôle, réglet, compteur digital ou à diodes
OUTIL
PORTE OUTIL
SUPPORT DE PIECES
2
RABOTEUSE
SYSTEME DE MAINTIEN ET DAVANCE DES PIECES
Il est composé de 2 rouleaux entraineurs
Rouleau entraineur dentrée
- Modèle dentrée de gamme, combinée
- Strié
- Monobloc
- Usinage dune seule pièce
- Modèle supérieur
- Strié
- Sectionné
- Usinage de plusieurs pièces en même temps
Rouleau entraineur de sortie
- Modèle unique
- Lisse
- Monobloc
3
RABOTEUSE
SYSTEME DE MAINTIEN ET DAVANCE DES PIECES
Il est composé de 2 rouleaux entraineurs
Longueur de la pièce
Longueur dusinage
- Distance MINIMUM à respecter sinon aspiration ou
rejet de la pièce
- Longueur variable selon les machi-nes, mais
toujours égale à la distance entre les 2 axes
des rouleaux entraineurs
VITESSE DAVANCE DES PIECES
La vitesse davance des pièces est réglable
suivant la qualité de létat de surface que lon
veut obtenir et la lessence du matériau à
usiner.
Une vitesse
faible donne un état de surface satisfaisant.
Réglage
- MECANIQUE flasques mobiles avec poulies
- ELECTRIQUE contacteur ou variateur
4
RABOTEUSE
SCHEMA DE LENSEMBLE EFFECTEUR
Presseur Sortie
Presseur Entrée
Limiteur de passe
Aspiration
Entraineur Sortie
Rochet anti recul
Entraineur Entrée
Outil
Rouleau de table
Rouleau de table
Support de pièce
Note Les rouleaux de table sont en option et
nécessaires pour le travail de pièces de grosses
sections comme la charpente.
5
RABOTEUSE
SECURITE
Elle est assurée de plusieurs manières
- MECANIQUE Les carters de protections, limiteur
de passe, rochet anti recul, aspiration.
- ELECTRIQUE La mise à la terre, le
contacteur/disjoncteur, larrêt durgence.
- ORGANISATION DU POSTE DE TRAVAIL
- Aménagement en amont et en aval, stockage.
- Usinages successifs.
- Obtention de la cote, usinage au même endroit,
pièces bout à bout.
- Contrôle de létat de surface obtenu.
CONCLUSION
Il faut mettre en service tous les éléments de la
machine outil, rotation porte outil, système
davance des pièces, aspiration et faire le
réglage de la vitesse davance en fonction de
létat de surface à obtenir. Contrôler la qualité
de lusinage et la valeur de la cote obtenue.
Recommended
CrystalGraphics Presentations





























