
Objeto: prototipo de broche - PowerPoint PPT Presentation
1 / 18
Title:
Objeto: prototipo de broche
Description:
En los prototipos resultantes existe una superficie ... que procesa mediante varios software el rebanado del modelo en capas y genera las estructuras de apoyo ... – PowerPoint PPT presentation
Number of Views:107
Avg rating:3.0/5.0
Title: Objeto: prototipo de broche
1
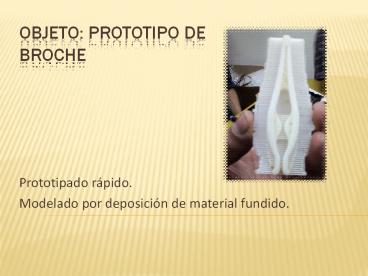
Objeto prototipo de broche
- Prototipado rápido.
- Modelado por deposición de material fundido.
2
Creación rápida de prototipos o rp (rapid
prototyping)
- Familia de métodos de fabricación para hacer
prototipos de ingeniería
Base en un modelo de la pieza realizado en un
sistema de diseño asistido por computadora (CAD)
Tiempos de entrega mínimos posibles
Comenzaron en la década de 1980
Precisados como paso integral del proceso de
diseño, para Examinar de forma visual Sentir
físicamente la pieza Realizar pruebas para
evaluar ventajas y desventajas
3
Creación rápida de prototipos
- VENTAJAS
- Se pueden manufacturar modelos físicos de partes
a partir de archivos CAD. - Con los materiales adecuados, el prototipo se
puede utilizar en operaciones de manufactura
posteriores para producir las partes finales. - Las operaciones de producción de prototipos
rápidos pueden utilizarse con el propósito de
fabricar herramientas reales para operaciones de
manufactura (fabricación rápida de
herramentales).
4
Manufactura directa y fabricación rápida de
herramentales
- Se utilizan dos metodologías básicas
- Producción directa de componentes o partes de
ingeniería de metales, cerámicos y polímeros
mediante producción de prototipos rápidos. - Fabricación de herramentales mediante la
producción de prototipos rápidos para su uso en
operaciones posteriores de manufactura.
- Estos procesos de RP pueden utilizarse para
manufacturar piezas directamente (manufactura
directa). Las principales limitaciones son - Económicas, ya que los costos de la materia prima
son altos y el tiempo de fabricación de cada
parte demasiado largo para que sea viable en
grandes líneas de producción. Sin embargo,
algunas son los suficientemente pequeñas para
justificar este tipo de producción. - El rendimiento a largo plazo, el desgaste, el
ciclo de vida. - Con frecuencia es deseable utilizar piezas
metálicas, mientras que algunas operaciones de RP
comprenden el uso de materiales poliméricos. La
solución es emplear componentes manufacturados
mediante la producción de prototipos rápidos como
auxiliares en el procesamiento adicional.
Conocido como RT (fabricación rápida de
herramentales) el ejemplo más simple es el de la
manufactura directa de moldes de arena por medio
de la impresión tridimensional, utilizando arena
de fundición como material de la pieza de
trabajo.
5
esquema
- Creación rápida de prototipos (RP)
- Por remoción de material
- Por adición de material
- Sólidos
- LOM- Manufactura de objetos laminados
- FDM- Modelado por deposición fundida
- Líquidos
- STL/SLA- Estereolitografía
- SGC- Curado en base sólida
- DDM- Manufactura de deposición por goteo
- Polvos
- SLS- Sinterización de láser selectiva
- 3DP- Impresión tridimensional
6
Prototipado rápido por adición de material
Prototipado rápido por REMOCIÓN de material
- Esta alternativa implica maquinado y acabado,
primordialmente fresado y taladrado, mediante una
máquina CNC. Se utilizan cada vez más tecnologías
asistidas por computadora como por ejemplo - Paquetes de dibujo que pueden producir
representaciones tridimensionales de las partes. - Software de interpretación, que pueden traducir
el archivo CAD a otros formatos. - Software de manufactura, que tienen la capacidad
de planear las operaciones requeridas para
producir la forma deseada. - Maquinaria de control numérico por computadora,
con las capacidades necesarias para producir las
partes.
- Instrucciones
- Modelado geométrico de la pieza en un sistema CAD
para definir el volumen que engloba. - Teselado del modelo geométrico El modelo en CAD
se convierte aun formato en el que sus
superficies se aproximan mediante triángulos y
polígonos (STL). - División del modelo en capas horizontales
paralelas con separaciones estrechas. Capas en
orientación x-y, procedimiento de creación de
capas en eje z. Para cada capa se genera la ruta
que debe seguir el sistema RP para curar
(solidificar).
7
Prototipado rápido por adición de material SÓLIDO
- LOM Manufactura de objetos laminados
- Produce un modelo físico sólido al superponer
capas de material laminado, que toma la forma
mediante un láser. - El material inicial puede ser papel, plástico,
celulosa, metales o materiales reforzados con
fibras. La hoja del material se suministras con
adhesivos y en forma de rollos en dos carretes. - Al finalizar el exceso de material se separa con
herramientas, la pieza final puede lijarse o
aplicársele un sellado de polímeros para evitar
la absorción de humedad. - FDM Modelado por deposición de material fundido
8
Modelado por deposición de material fundido o FDM
(Fused Deposition Modeling)
- Proceso de prototipado rápido en el que una
cabeza extrusora controlada por un robot colgado
de un puente o sobre rieles se mueve en el plano
x-y, y sobre una mesa, la cual se mueve en el eje
z.
9
- El material inicial puede ser termoplástico (ABS,
Poliamidas, Polietileno, Polipropileno) o de cera
y es alimentado desde un carrete hacia la cabeza
de trabajo que calienta el material. - La capa inicial se coloca sobre una base de
espuma, extruyendo el filamento a una velocidad
constante mientras que la cabeza del extrusor
sigue una trayectoria determinada. Al concluir la
primera capa, la mesa baja para poder sobreponer
otras. - El espesor de las capas puede establecerse
- entre 0,05 y 0,75 mm, los espesores entre 0,25 y
0,5 mm representan la mejor tolerancia obtenible
en la dirección - vertical. En el plano x-y la precisión
dimensional - puede ser tan fina como 0,025 mm.
- El material extrudado se solidifica y se suelda
- en frío a la superficie de la pieza que está
- más fría.
10
- Para solucionar el problema de que el filamento
extrudado no tiene dónde apoyarse para poder
generar determinadas zonas de la pieza, se forman
estructuras de soporte, para las que se puede
utilizar un material diferente. - Este soporte se produce por capas cuyo espaciado
- resulta menos denso y más débil que el modelado
- primario para poder ser separado de este con
- mayor facilidad.
- En los prototipos resultantes existe una
superficie escalonada en los planos exteriores
oblicuos, si esto molesta se puede suavizar con
una herramienta caliente o aplicarle un
recubrimiento, aunque si no se hace con cuidado
podría comprometer las tolerancias generales. - No se utilizan materiales tóxicos por lo que
puede colocarse en un ambiente de oficina.
11
- El FDM fue creado por Stratasys Inc., que vendió
su primera máquina en 1990. Los datos que se
utilizan provienen de un modelo geométrico en
CAD, que procesa mediante varios software el
rebanado del modelo en capas y genera las
estructuras de apoyo requeridas - Los precios van desde los 30.000 dólares hasta
150.000 dólares, esto varía debido a la
capacidad de producir piezas de mayores
dimensiones.
12
Bits from Bytes 3000, precio 3000 dólares
Stratasys, modelo más económico
Stratasys Mojo, precio 7,580 euros
Stratasys FDM 3000
13
MakerBot Industries es una empresa que ha creado
una impresora robótica capaz de imprimir en 3D,
creando prototipos en plástico rápidamente. El
kit básico para montar una de estas impresoras se
vende por 750 dólares, aunque puedes conseguir
uno totalmente armado por 2.500 dólares, bastante
menos que las impresoras 3D profesionales.
Además, el software que utiliza es de código
abierto, lo que le permite al usuario modificarlo
a su antojo
uPrint de Stratasys, puede dar forma a figuras de
203 x 152 x 152 mm, precio 15.000 dólares
ZPrinter 350, cualquier residuo dejado en la
impresión es reciclado automáticamente durante el
proceso. Su resolución es de 300 x 450 dpi, puede
dar forma a objetos sólidos y ofrece una
fulgurante velocidad de 20 mm verticales por
hora, lo que la convierte en el modelo más rápido
del mercado. Precio por unidad 25.900 dólares
14
Prototipado rápido por adición de material líquido
- STL/SLA Estereolitografía
- Primera RP de adición de
- material, data de 1988.
- Mediante este proceso
- se fabrica una pieza de
- plástico sólido a partir de un polímero líquido
- fotosensible, usando un rayo láser dirigido
para - solidificar el polímero. Cuando se completa la
capa - inicial, la plataforma baja una distancia igual
al espesor de la capa para formar las capas una
sobre la otra sucesivamente. Al finalizar la
pieza se cocina en un horno fluorescente para
endurecer al 100 el polímero. El exceso de
material se retira con alcohol. Pueden precisarse
pilares o mallas extra que se añaden a la pieza
para proporcionar apoyo a elementos protuberantes
que puede poseer esta. - SGC Curado de base sólida.
- DDM Manufactura de deposición por goteo.
15
- STL/SLA Estereolitografía.
- SGC Curado de base sólida
- Este proceso es diferente, ya que
- todas las capas se fabrican a la vez.
- Esto logra que haya una gran
- producción, a diferencia del resto de
- los RP, así también es más costoso.
- Pasos 1) Se imprime una máscara sobre una
lámina de vidrio. 2) Se deposita una delgada capa
de polímero fotorreactivo de manera uniforme
sobre la superficie de trabajo. 3) La fotomáscara
se coloca sobre la superficie de trabajo y se
proyecta luz ultravioleta a través de esta la
luz pasa a través de ella para curar el polímero.
4) La resina no afectada se retira mediante
vacío. 5) Se esparce cera líquida soluble en agua
sobre el área de trabajo, llenando todas las
cavidades, y se enfría. 6) Después la capa se
fresa para obtener espesor y uniformidad
correctos. 7) Este proceso se repite capa por
capa. - DDM Manufactura de deposición por goteo
- Estos sistemas operan al fundir el material
inicial y disparar pequeñas gotas sobre una capa
previamente formada. Las gotas líquidas se
sueldan en frío a la superficie para formar una
nueva capa. La boquilla de aspersión se mueve en
el eje x-y, y la plataforma que soporta la pieza
se mueve en el eje z.
16
Prototipado rápido por adición de material en
polvo
SLS Sinterización de láser selectiva Este
proceso usa un láser móvil para sinterizar polvos
fusibles al calor en áreas correspondientes al
modelo geométrico en CAD de una capa a la vez
para construir la pieza sólida. Después de
completar cada capa se esparce una nueva de polvo
suelto a través de un rodillo. Los polvos se
calientan previamente para facilitar el pegado y
evitar la distorsión. Los polvos sin sinterizar
se sacuden fácilmente, mientras tanto sirven para
soportar las regiones sólidas de la pieza
mientras se realiza la fabricación. No requiere
curado adicional. Materiales PVC, policarbonato,
poliéster, poliuretano, ABS, nylon, y cera
fundida, y ocasionalmente polvos metálicos. 3DP
Impresión tridimensional.
Sinterización es el tratamiento térmico de
un polvo o compactado metálico o cerámico a una
temperatura inferior a la de fusión de la mezcla,
para incrementar la fuerza y la resistencia de la
pieza creando enlaces fuertes entre
las partículas.
17
- SLS Sinterización de láser selectiva.
- 3DP Impresión tridimensional
- La pieza se construye capa por capa y se emplea
una impresora de chorro de tinta para lanzar un
material adhesivo sobre capas sucesivas de polvo.
El aglutinante se deposita en áreas
correspondientes a las secciones trasversales de
la pieza. El exceso simplemente se remueve
fácilmente, mientras, sirven de soporte para la
pieza en sus zonas protuberantes o frágiles.
Finalmente la pieza se trata térmicamente para
endurecer el aglutinado. La pieza se construye
sobre una plataforma cuyo nivel es controlado por
medio de un pistón. - Los materiales iniciales son polvos de cerámica,
metal, o cermet y aglutinantes. - Las piezas producidas por 3DP son un poco
porosas, por lo que pueden carecer de
resistencia. - FIN.
18
A modo de conclusión Definición del proceso
principal
- El modelado por deposición de material fundido
es un proceso de prototipado rápido en el que una
cabeza extrusora (que calienta el material) sobre
rieles se mueve en el plano x-y y deposita un
filamento en un plano con una base de espuma,
luego esta superficie se mueve verticalmente
para la superposición de capas. El material
inicial puede ser ABS, Poliamidas, Polietileno,
Polipropileno o de cera alimentado desde un
carrete. Los datos que se utilizan provienen de
un modelo geométrico en CAD, que procesa mediante
varios software el rebanado del modelo en capas y
genera las estructuras de apoyo requeridas.
Recommended
CrystalGraphics Presentations





























