
Dealing With The Challenges Associated With Boring - PowerPoint PPT Presentation
Title:
Dealing With The Challenges Associated With Boring
Description:
Even after getting your hands on genuine products from the finest boring tools suppliers in Bangalore, you can still get challenged by chatter and tool life compromise. Here are a few ways you can deal with these challenges. – PowerPoint PPT presentation
Number of Views:0
Title: Dealing With The Challenges Associated With Boring
1
Dealing With The Challenges Associated With Boring
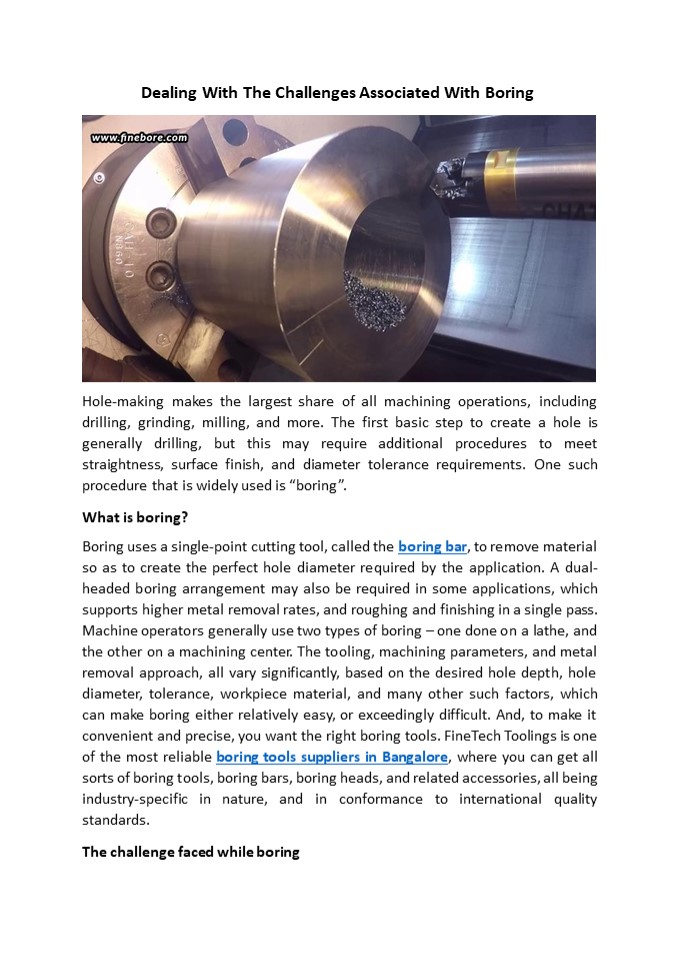
Hole-making makes the largest share of all
machining operations, including drilling,
grinding, milling, and more. The first basic step
to create a hole is generally drilling, but this
may require additional procedures to meet
straightness, surface finish, and diameter
tolerance requirements. One such procedure that
is widely used is boring. What is
boring? Boring uses a single-point cutting tool,
called the boring bar, to remove material so as
to create the perfect hole diameter required by
the application. A dual- headed boring
arrangement may also be required in some
applications, which supports higher metal
removal rates, and roughing and finishing in a
single pass. Machine operators generally use two
types of boring one done on a lathe, and the
other on a machining center. The tooling,
machining parameters, and metal removal
approach, all vary significantly, based on the
desired hole depth, hole diameter, tolerance,
workpiece material, and many other such factors,
which can make boring either relatively easy, or
exceedingly difficult. And, to make it
convenient and precise, you want the right boring
tools. FineTech Toolings is one of the most
reliable boring tools suppliers in Bangalore,
where you can get all sorts of boring tools,
boring bars, boring heads, and related
accessories, all being industry-specific in
nature, and in conformance to international
quality standards. The challenge faced while
boring
2
- One of the many difficulties that are experienced
during the boring application is chatter a
noisy harmonic generated event or vibration that
leads to poor tool life and unacceptable surface
finish. This chatter may be caused by an overly
long boring bar being used. Fortunately, there
are a few ways in which this can be managed and
reduced. - How to manage chatter?
- Whether it is chatter, or problems with tool life
and hole accuracy, boring can seem to be a
challenging task. Nevertheless, if the right
guidelines are followed, boring shouldnt be
more difficult than any other type of machining
process. Lets help you know some techniques
that can be used to mitigate chatter, no matter
how deep the hole may be, along with enhancing
tool life, and hole accuracy. - Try reducing the cutting speed, and increasing
the feed rate. Alternatively, you can try
increasing the cutting speed, and decreasing the
feed rate. Whatever you do, adjust one variable
at a time, and that too by only a small amount,
say for example, only 10 either way. Check on
the results after you make the alterations. If
the results arent as desired, put the value
back, and try a different combination. Continue
with this method, until you obtain the desired
results. - Generally, the Depth of Cut should be equal to or
greater than the Tool Nose Radius. If too heavy,
try using a smaller nose radius. Take lighter
cuts at slightly higher feed rates. Keep
altering until you find the right balance of
cutting forces, chip control, and vibration
dampening. - Using the largest boring bar for the hole can
create the least deflection. However, there must
be room for effective chip evacuation, which is
not provided, can lead to disastrous results.
You should also know how much of the bar you
should be hanging on to, which is generally four
times the bar diameter. - Finally, the boring bar alignment is absolutely
critical. The tooltip should sit perfectly on
the hole center line. Most bars have a flat
ground on the top, which simplifies the process.
Also, you must avoid clamping the bar with set
screws a sleeve or collet that wraps completely
around the shank will provide a more secure grip.
3
Using one or more of the above tactics, it is
possible to have an accurate and productive
boring process. So, keep trying until you get it
right, but ensure that you arent compromising
on your tool life or surface finish. In addition,
the hole diameter should also be perfect to the
dimension required.
Recommended
CrystalGraphics Presentations





























