
Ion Implantation - PowerPoint PPT Presentation
1 / 15
Title:
Ion Implantation
Description:
Dopant ions arrive with energy (eV-keV) are scattered, loose energy ... Energy loss depends on ion, substrate&particular topping mechanism. Damage Production ... – PowerPoint PPT presentation
Number of Views:270
Avg rating:3.0/5.0
Title: Ion Implantation
1
Ion Implantation
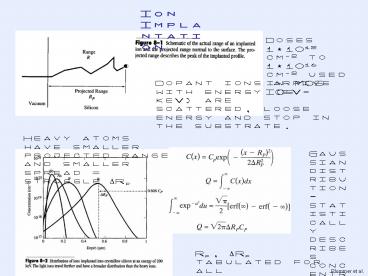
Doses 11012 cm-2 to 11016 cm-2 used in MOS ICs
Dopant ions arrive with energy (eV-keV) are
scattered, loose energy and stop in the substrate.
Heavy atoms have smaller projected range and
smaller spread struggle ?Rp
Gaussian distribution -statistically describes
concentration profiles.
Rp, ?Rp tabulated for all dopants/energy
Plummer et al.
2
Energy Dependence
Rp and ?Rp for dopants in Si.
Plummer et al.
3
3D Distribution of P Implanted to Si
Rp 50 mm, ?Rp 20 mm
Lateral struggle ?R
Plummer et al.
4
Masking Layer in Ion Implantation
Photoresist, oxide mask
Lateral struggle important in small devices
Dose that penetrates the mask
Masking should be efficient including the
annealing steps
The criterion for efficient masking
To stop ions
Under the poly-Si gate
Plummer et al.
5
Implantation Followed by Annealing
? Function rediffused
Annealing requires additional Dt terms added to
C(x) ? Cp?, depth ?, C(x) remains Gaussian.
Backscattering of light atoms. C(x) IS Gaussian
only near the peak.
Plummer et al.
6
Implants in real Silicon The role of the
Crystal Structure (Symmetry)
Orientation effects are important both for Si and
MEMS processing
(110)
C Si appears random at the surface ? channeling
possible
(100)
Plummer et al.
7
Channeling Effect
As two profiles
Dual-Pearson model gives the main profile and the
channeled part. Dependence on dose damage by
higher doses decreases channeling. No channeling
for As _at_ high doses! Parameters are tabulated
(for simulators) Include scattering in multiple
layers(also masks edges). This is important for
small structures/devices
Screen oxide decreases channeling
8
Manufacturing Methods and Equipment
Mass Analysis
Lorentz force
Centrifugal force
Ion velocity
B, B, F, BF, BF2
Ion beam deflected to remove neutrals
Mass Selection
m?r Gives mass separation
AsH3 PH3 BF2 in 15 H2
Very toxic
Integrate the current to determine the dose
Ion beam heating due to bombardment. In-situ
annealing leads to defects
9
High Energy Implants
Applications in fabrication of wells (multiple
implants give correct profiles ex. uniform or
retrograde), buried oxides, buried layers
(MeV, large doses)! - replace highly doped
substrate with epi-layers
Twin well design
CMOS
In latch-up
Thyristor structure. Here the p-well is of the
same conductivity type as the substrate.
UEB
0.7V
P-well
p-n-p
n-p-n
UBE
0.7V
See devices in notes 3.1
Decrease of Rsub - less latch-up
Future IC fabrication implantation at high
energy becomes more important - reduction of
processing steps
10
Models and Simulations
- Rutherford(1911) - ?(He) backscattered due to
collision with a nucleus. - Bohr- the nuclear energy loss due to atoms
cores and electronic loss due to free electrons
decrease - many contributors.
- Lindhard, Scharff and Schiott (1963) (LSS)
Nuclear Stopping
Z2, m2 Elastic collisions
Computers used to find the range R
Scattering potential Role of electrons
Thomas-Fermi model Energy transferred
Head-on collision (max. Energy transfer)
Nuclear stopping power
11
Electronic Stopping
Nonlocal
A polarization of the dielectric minimizes the E
field? drag force ? ion velocity and depends on
effective ionization.
ion
As in particle transport in a viscous medium
Energy loss w/o the trajectory change Inelastic
Collisions with electrons ? momentum transfer,
small change of the trajectory.
Local
Energy loss depends on ion, substrateparticular
topping mechanism
Close wave functions overlap
Total Stopping Powers Electronic and Nuclear
mechanisms are important. Channeling should be
also included ? MC simulation
12
Damage Production
Displacement energy (for a Frenkel pair) ? 15eV ?
large damage induced by Ion Implantation
30 keV As ? Rp ? 25mm E decreases to Ed so that
ions stop.
Si
?Si ? Si
Si
? Dose large damage
13
Damage Annealing
Formation of End-of-Range (EOR) defects _at_ a/c
interface in Si ? large damage after II _at_ the
C-Si side but below the threshold for
amorphization. Loops R 10 nm grow to 20 nm in
1000 C
Furnace 850 C
RTP 1000 C
Solid Phase Epitaxy
5 min
1 sec
60 min
60 sec
400 sec ? 1000 C gives stable dislocation loops
960 min
1100 C/60 sec may be enough to remove the
dislocation loops .
Loops in P-N junctions ? leakage Optimize
annealing Short time, high T to limit dopant
diffusion but remove defects Optimize I2 LN2
Ge 41014 cm-2 RT- 51014 cm-2
_at_ RT , EOR _at_ 100 nm depth ? ?25 nm, 1010 cm-2 _at_
900 C/15 min _at_ LN2 NO EOR!
14
Solid State Epitaxy
Regrowth from the C-Si acting as a seed (as in
crystal growth from melt)
Fast regrowth _at_ 600 deg C, 50 nm/min lt100gt
20 nm/min lt110gt
2 nm/min lt111gt
2.3 eV is for Si-Si bond breaking
Regrowth rate
Dopants are active substitutional position with
very little diffusion. But high T might be
needed for EOR annealing. No defects no
diffusin enhancement
Time increases
15
Dopant Activation No Premorphization
Low T Annealing is enough for low doses low
primary damage can be easily annealed. High doses
damage below amorphization? secondary defects
difficult to anneal and requires high T ?
950-1050 C.
- High initial activation, full activation is fast
_at_ low T, - Low initial activation, traps anneal out, I
compete with B for substitutional sites, I B
complexes - More damage so activation decreases with dose
maintaining the same behavior.
(1)
(2)
(3)
Recommended
CrystalGraphics Presentations










![Lithium Ion Battery Price in India [2023] PowerPoint PPT Presentation](https://s3.amazonaws.com/images.powershow.com/9852747.th0.jpg?_=20230210032)


















