
Manufacturing Processes Lab 1 (MET 1321) - PowerPoint PPT Presentation
Title:
Manufacturing Processes Lab 1 (MET 1321)
Description:
Manufacturing Processes Lab I, MET 1321 Gas Tungsten Arc Welding (TIG) Welding Processes Gas Tungsten Arc Welding (GTAW) Tungsten Inert Gas (TIG) TIG equipment ... – PowerPoint PPT presentation
Number of Views:372
Avg rating:3.0/5.0
Title: Manufacturing Processes Lab 1 (MET 1321)
1
Manufacturing Processes Lab I, MET 1321Gas
Tungsten Arc Welding (TIG)
2
Welding Processes
- Shielded Metal Arc Welding (Stick welding)
- Gas Metal Arc Welding (MIG)
- Gas Tungsten Arc Welding (TIG)
- Flux Cored Arc Welding
- Submerged Arc Welding
- Plasma Arc Welding
ARC Welding (AW)
Oxyfuel Welding OFW
Oxyacetylene Welding (OAW)
Resistance Welding RW
3
Gas Tungsten Arc Welding (GTAW)Tungsten Inert
Gas (TIG)
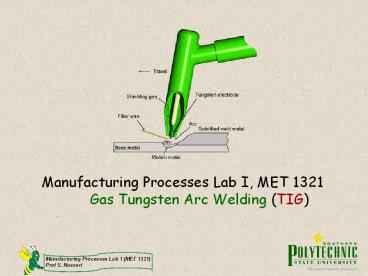
GTAW or TIG is an arc welding process in which a
shielding gas protects the arc between a non
consumable tungsten electrod and the weld area.
Gas is fed through the torch to shield the
electrode and molten weld pool. If filler wire
is used, it is added to the weld pool
separately.
Usage Joining thin-wall tubing and depositing
the root pass in pipe joints. GTAW Produces
high quality weldment.
4
TIG equipment
- Equipment consists of the welding torch plus
additional apparatus to supply electrical power,
shielding gas, and a water inlet and outlet. - Personal protective equipment should be worn to
protect the operator from the arc rays during
welding operations.
5
TIG equipment
Argon regulator with flowmeter
- TIG welding torch
(1) Cap. Prevents the escape of gas from the top
of the torch and locks the electrode in place.
(2) Collet. Made of copper the electrode fits
inside and when the cap is tightened, it squeezes
against the electrode and leeks it in place. (3)
Gas orifice nut. Allows the gas to escape.
6
Shielding Gas
- In general, the shielding gas is Argon or its
mixture with other gases. The gas is regulated by
a flowmeter. - Summary of all gases used
- Argon
- Argon Hydrogen
- Argon Helium
Helium is generally added to increase heat input
(increase welding speed or weld penetration).
Hydrogen will result in cleaner looking welds
and also increase heat input, however, Hydrogen
may promote porosity or hydrogen cracking.
7
Advantages
- TIG welding benefits
- It can weld more types of metal and metal alloys
than any other welding process. - Superior quality welds
- Welds can be made with or without filler metal
- Precise control of welding variables (heat)
- Free of slag and spatter
- Low distortion
8
Current
- The welding machine used for TIG can provide
either AC or DC current. - The choice of using AC or DC current depends on
the metal to be welded. - TIG requires precise current control, especially
in the low range (to maintain a stable arc),
particularly for welding light-gauge metals.
Aluminum, Magnesium, Thin stainless steel AC
MOST FERRUS METALS (Steel, Thick Stainless Steel, Cast Iron), Silver, Brass, Copper DC (DCEN)
9
Derating
- A welding machine originally designed for use
with SMAW (stick welding) must be de-rated to
protect it from the effect of internal heating
that occurs during GTAW. - Derating is a lowering of the current output
level (or the duty cycle or both) of an AC
welding machine.
Duty cycle is a welding equipment specification
which defines the number of minutes, within a 10
minute period, during which a given welder can
safely produce a particular welding current. For
example, a 150 amp. welder with a 30 duty cycle
must be "rested" for at least 7 minutes after 3
minutes of continuous welding.
10
How to weld
Joint Stickout
T-joint 1/4 to 3/8
Butt-joint 1/8 to 3/16
Corner joint 1/8
- Before starting to weld, ensure that the Tungsten
electrode has the proper stickout beyond the end
of the gas nozzle.
11
How to weld
- The type and amount of shielding gas used is
determined by current, type of weld, base metal
and welding conditions. - Gas nozzles that are too small for the welding
task may overheat, crack, or deteriorate rapidly. - A water-cooled torch is recommended when using
currents over 200A. Ensure cooling water is
flowing before welding.
12
How to weld
- When welding light-gauging metals, a copper
backing bar is usually required. - Filler metal containing deoxidizers should be
used when welding with GTAW to prevent porosity
in the weld. - Medium and high-carbon steels require preheat and
postheating to avoid loss of toughness and
ductility.
Ensure that there is good ventilation when
welding copper or copper alloys. Fumes of these
metals are highly toxic.
13
Striking an arc
- Set the welding current and hold the torch in a
horizontal position about 2 above the workpiece.
- When using DC current, lower the torch until the
electrode touches the workpiece. Once the arc is
started, withdraw the electrode so it is about
1/8 above the workpiece. - When using AC (ACHF or Alternating current high
frequency), the electrode should not touch the
workpiece to start the arc. Keep it 1/8 above
the workpiece. Use this method for the DC welding
machine with a high-frequency start up. - To stop the arc during welding, swing the
electrode back to the horizontal position without
touching the welding area.
14
Striking an arc
- Establish an arc.
- Create a weld puddle.
- Add filler metal "dip" into the puddle while
pushing the weld puddle along the weld joint. - End the arc and leave the torch over the weld
puddle to protect it until the puddle cools. - CleanCleaning both the weld joint area and the
filler metal is an important preparation. Remove
all oil, grease, dirt, paint, etc. The presence
of these contaminants may result in arc
instability or contaminated welds. - ClampClamping may be required if the work piece
cannot be supported during welding. - Tack weldMake short 1/4 in. tack welds along the
work pieces to hold them together.
15
How do I position my TIG torch for different
types of joints?
Butt welds When welding a butt joint, center the weld pool on the adjoining edges. When finishing, decrease the heat (amperage) to aid in filling the crater.
Lap joint For a lap weld, form the weld pool so that the edge of the overlapping piece and the flat surface of the second piece flow together. Since the edge will melt faster, dip the filler rod next to the edge and make sure you are using enough filler metal to complete the joint.
Work angle
Push angle
16
How do I position my TIG torch for different
types of joints?
T-joint When welding a T-joint, the edge and the flat surface are to be joined together, and the edge will melt faster. Angle the torch to direct more heat to the flat surface and extend the electrode beyond the cup to hold a shorter arc. Deposit the filler rod where the edge is melting.
Corner joint For a corner joint, both edges of the adjoining pieces should be melted and the weld pool should be kept on the joint centerline. A convex bead is necessary for this joint, so a sufficient amount of filler metal is needed.
Work angle
Push angle
17
Test yourself!
- GTAW or TIG is an arc welding process in which a
shielding gas protects the arc between a
consumable tungsten electrod and the weld area. - True
- False
- In TIG welding, the main shielding gas is Argon.
- True
- False
- The TIG current used for welding the most ferrous
metals (Steel, Thick Stainless Steel, Cast Iron),
is AC. - True
- False
18
Test yourself
- Derating (lowering of the current output level or
the duty cycle of an AC welding machine) is done - to increase the minutes during which a given
welder can safely produce a particular welding
current. - to protect the machine from the effect of
internal heating that occurs during GTAW. - to have a high-frequency start up in welding.
19
Test yourself
- Filler metal containing deoxidizers should be
used when welding with GTAW to prevent in the
weld. - contaminations
- porosity
- instability