
Fabrication of Microchannel Devices Via Diffusion Bonding and - PowerPoint PPT Presentation
1 / 1
Title:
Fabrication of Microchannel Devices Via Diffusion Bonding and
Description:
Fabrication of Microchannel Devices Via Diffusion Bonding and Transient Liquid Phase Bonding Present Diffusion Bonding Future Transient Liquid Phase Bonding – PowerPoint PPT presentation
Number of Views:61
Avg rating:3.0/5.0
Title: Fabrication of Microchannel Devices Via Diffusion Bonding and
1
Fabrication of Microchannel Devices Via Diffusion
Bonding and Transient Liquid Phase Bonding
Present Diffusion Bonding
Future Transient Liquid Phase Bonding
Purpose
To reduce the device size of microfluidic devices
and heat exchanges to achieve higher efficiencies
and better portability.
Previous Work
Transient liquid phase (TLP) bonding requires an
interlayer between two parent metal shims. Using
boron or phosphorus in a nickel interlayer will
lower the melting point of the nickel hastening
the bonding process, Figure 5.
- Goals of diffusion bonding
- Minimize channel deformation.
- Maximize the ratio of good channels to total
channels. - Minimize bonding temperature and pressure, and
therefore costs. - Maximize bonding efficiency.
Materials
- Stainless Steel Shims 50 µm and 100 µm thick
patterned with microchannels. - Pressure distribution plates
- Shims coated with nickel boron or nickel
phosphorus - Vacuum Hot Press
- Optical Microscope
- Interlayer melts
- 2. Melting point suppressant diffuses into the
parent metal - 3. The concentration of suppressant decreases
- 4. Interlayer solidifies
- 5. Bond homogenizes
Figure 3 Diffusion bonded stainless steel shims
with channel deformation. Diffusion bonded
shims at 1800 psi and 980 C. The deformation is
caused by too much pressure during bonding or
cutting and polishing.
Present Work
The present work is on un-coated shims. Each
stack was arranged to maximize the vacuum hot
press working time. Table 1 illustrates the
parameters used for this experiment.
Figure 1 schematic of vacuum hot press
illustrating basic configuration of shims and
microchannels to bond the device. Q is the heat
delivered to the system and F is the force
applied by the press.
Figure 5 The TLP bonding process. The
interlayer melts, suppressant diffuses, and the
bond solidifies
Method
Table 1 Diffusion bonding design of experiment
used to maximize the information from each run.
The two parameters varied per run are the
temperature ramp rate and the shim span, which is
the distance between channels on the shim.
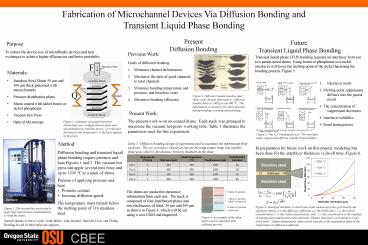
In preparation for future work on this project,
modeling has been done for the interlayer
thickness vs dwell time, Figure 6.
- Diffusion bonding and transient liquid phase
bonding require pressure and heat Figures 1 and
2. The vacuum hot press can apply several tons
force and up to 1200 C to a stack of shims. - Purpose of applying pressure and heat
- Promote contact
- Increase diffusion speed
- The temperature must remain below the melting
point of 316 stainless steel.
Ramp up rate (C/min) Shim span (µm) Dwell temperature (C) Dwell pressure (psi) Dwell duration (minutes)
Run 1 2 400 980 1000 60
Run 2 8 800 980 1000 60
Run 3 8 400 980 1000 60
Run 4 2 800 980 1000 60
Pressure Ram
Vacuum Chamber and furnace
The shims are stacked to maximize information
from each run. The stack is composed of four
distribution plates and two thicknesses of shim,
50 µm and 100 µm as shown in Figure 4, which will
be cut using a wire EDM and inspected.
10 shims 50 µm thick
5 shims 50 µm thick
5 shims 100 µm thick
Figure 6 Interlayer thickness vs dwell time in
the vacuum hot press governed by the equations
shown. D is the diffusion coefficient, tf is the
dwell time, CaL is the critical concentration,
Co is the initial concentration, and Cm is the
concentration at the interface of melting point
suppressant in the interlayer. Thinner
interlayers correspond to lower dwell times.
Higher temperatures reduce dwell time due to the
exponential effect of the temperature on
diffusion coefficient.
10 shims 100 µm thick
Figure 2 The vacuum hot press used to apply heat
and pressure simultaneously to bond the shims.
End blocks
Figure 4 An example of the shim stacks used to
maximize data collected per run.
Special thanks to Steve Leith. Todd Miller, Jack
Rundel, Danielle Clair, and Phillip Harding for
all of their help and support.
Recommended
CrystalGraphics Presentations





























