
Bending of Sheet and Plate - PowerPoint PPT Presentation
1 / 26
Title:
Bending of Sheet and Plate
Description:
Bending of Sheet and Plate Bending is done to form flanges, etc. Also for giving stiffness to a sheet part Length of neutral axis In bending outer fibers are in ... – PowerPoint PPT presentation
Number of Views:374
Avg rating:3.0/5.0
Title: Bending of Sheet and Plate
1
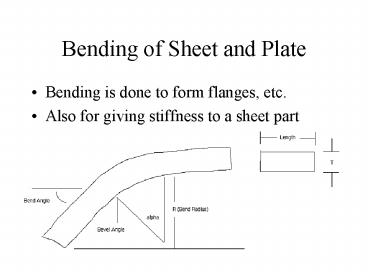
Bending of Sheet and Plate
- Bending is done to form flanges, etc.
- Also for giving stiffness to a sheet part
2
- Length of neutral axis
3
- In bending outer fibers are in tension and inner
fibers are in compression - Strain is usually equal in magnitude
- But in effect e0 is larger than ei because of
neutral axis shift to inner surface - With R/T e0-ei
Rbend radius Tthickness
4
Minimum Bend Radius
- We can see that as R/T decreases tensile strain
at the outer surface increases. - Radius R at which cracks appear on the outer
surface is called minimum bending radius - Min. bending radius is expressed in terms of T
(2T, 3T, etc.)
5
(No Transcript)
6
- True strain at outer fiber for cracking true
fracture strain in tension test. - Spring back
- Elastic recovery after the removal of load.
(Finite modulus of elasticity) Rods, sheets,
bars, etc. - Radius of bending increases when load is removed.
- Springback factor Ks.
7
- Bend Allowance
- Since recovery depends on the stress level and
modulus of elasticity E we can recalculate
Ri/Rf.
Where Y is the yield stress of the material
8
- Bendability can be improved
- Heating the area
- Applying hydrostatic pressure
- Reducing outer tensile strain by compressive
force - As R/T decreases, narrow sheets (smaller length
of bend) crack at the edge and move towards
center. Wide sheet crack at center. - Rough edges can also cause reduction of
bendability (stress raisers).
9
Operations
- Beading
- Flanging
- Hemming
- Roll Forming
- Tube Bending
10
(No Transcript)
11
(No Transcript)
12
Bead Forming
13
TUBE BENDING
14
STRETCH FORMING
15
(No Transcript)
16
FLANGING
17
Spinning
- Conventional Spinning
- As large as 6m (20 ft)
- Shear Spinning
- Missile nose cones, rocket parts.
- Tube Spinning
uspecific energy of deformation
18
(No Transcript)
19
(No Transcript)
20
(No Transcript)
21
(No Transcript)
22
High Energy Rate Forming
23
- Diffusion and Super plastic formation
- A hot research area
- Honeycomb material
- Deep Drawing
- Pure drawing
- Stretching
- ironing
24
Superplastic Forming
- Same fine grained alloys can elongate as much as
2000 - E.g. Zn-Al, titanium can be formed into very
complex shapes. - High ductility, low strength
- Very strain rate sensitive
- Extremely slow forming
- 10-4 to 10-2 s
- Some times forming can take hours
25
HONEY COMB STRUCTURE
26
Super Plastic Forming