
LARP Rotatable Collimator Mechanical Engineering Discussion - PowerPoint PPT Presentation
1 / 34
Title:
LARP Rotatable Collimator Mechanical Engineering Discussion
Description:
Another accident Case. Beam hits the horizontal primary collimator. Copper. 250 C ... Would love to have a design contributed that we can incorporate ... – PowerPoint PPT presentation
Number of Views:35
Avg rating:3.0/5.0
Title: LARP Rotatable Collimator Mechanical Engineering Discussion
1
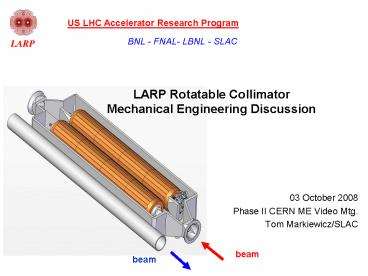
LARP Rotatable CollimatorMechanical Engineering
Discussion
US LHC Accelerator Research Program
BNL - FNAL- LBNL - SLAC
- 03 October 2008
- Phase II CERN ME Video Mtg.
- Tom Markiewicz/SLAC
2
2008-10-03 Discussion Questions
- Discuss your latest results of thermo-mechanical
calculations for nominal working conditions (1h
and 12 min. beam life time) - in which way is the "effective length" of the jaw
under thermal load calculated ? - 2) Dimensioning of cooling pipes (material and
size), water flow rate, water velocity (possible
erosion/corrosion problems), temp increase of the
water? - 3) Thermo-mechanical calculations for
Asynchronous beam dump - impact on TCP with shower on TCSM vs. direct
impact on TCSM - have both cases been considered?
- Discuss about method of calculation and results
obtained. - Further analysis foreseen?
- 4) Is any sensor foreseen to detect a beam impact
on collimator jaws? - 5) Results of bake-out test? at which temperature
was it performed? - 6) Use of any lubricant for moving parts under
vacuum (bearings, Geneva mechanism...)?
3
LHC Phase II Base Concept physical
constraints current jaw design
20 facets
- beam spacing geometrical constraint
- Length available 1.47 m flange - flange
- Jaw translation mechanism and collimator support
base LHC Phase I - gt10 kW per jaw Steady State heat dissipation
(material dependent)
Glidcop Cu Mo
Cu coolant supply tubes twist to allow jaw
rotation
Helical cooling channels 25mm below surface
Hub area
Cantilever Mo shaft _at_ both ends
4
Results of Thermo-mechanical calculations for
nominal working conditions
- Large amount of data presented over 2004-2006
- Jaw Material selection Copper
- Continuous azimuthally wound cooling
- Basic design approved by Assmann, Bertarelli et
al summer 2005 - All calculations refer to the FIRST secondary
downstream of primaries. Have discussed - if copper RC placed here, increase aperture from
7 to 8 sigma - keeping only C-C Phase I secondary in this
location - Design concept of Jaw-Hub-Shaft in 2006
improves performance under nominal 1hr and 12min
beam lifetime conditions by x5
5
June 2006Introduce new jaw-hub-shaft design
which eliminates central stop flexible springs
x5 improvement in thermal deformation 1260 um ?
236 um (60kW/jaw, t12min) 426 um ? 84 um
(12kW/jaw, t60min)
6
Comparison of Hollow Moly shaft to Solid Copper
Shaft Improved deflectionsbut necessitated
Moly/Cu Brazing RD
Effective length defined by 100um sagitta
7
Dimensioning of cooling pipes (material and
size), water flow rate, water velocity (possible
erosion/corrosion problems), temp increase of the
water?
- Note location of most recent writeup
- http//www-project.slac.stanford.edu/ilc/larp/rc/F
Y07-Q2_RC_Design_Update.pdf - Tubing Variations Under Consideration
- Copper Nickel tubing need to test rigidity
against winding on mandrel - Round tubing 10mm OD, 8mm ID
- Note In current square tubing design, wall is
1.5mm and top wall thinned by 0.25mm to 1.25mm
total to prep surface for brazing to jaws
8
Thermo-mechanical calculations for Asynchronous
beam dumpPermanent deformation AND Molten copper
Case beam abort system fires asynchronously, 8
full intensity bunches into jaw Model -
increased resolution 3-D ANSYS FLUKA models
- Thermal heating/cooling analysis
followed by quasi-static stress analysis
- Jaw ends constrained in z during 200 ns,
released for 60 sec cool-down -
0.27 MJ deposited in 200 ns -
Molten material removed from model after 200
ns Result - 57e3 peak temperature (ultra fine
model) - 54 mm permanent
deformation (concave)
9
Accident CasePermanent Jaw deflection, ux, after
60 sec cool-down
Melted material removed
After energy deposit (200ns 60 sec),
z-constraints released. Original analysis used
this constraint at all times.
- What happens to vaporized/melted
- material?
- - How to use deformed jaw?
10
Longitudinal Temperature Distribution of
Collimator Hit with 9E11 7 Tev Protons
Missteered beam (9E11 protons)
120 cm long copper secondary collimator jaw
melting 25-30 cm
Copper fractures _at_ 200 C
above Cu melting
11
Temperature Profiles of Hit Adjacent Collimators
Hit Collimator
Adjacent Collimator
Cross section at shower max.
Copper
Copper
2.5 cm
840 deg C
Fracture temp. of copper is about 200 deg C
12
Another accident CaseBeam hits the horizontal
primary collimator
Copper
250 C
13
Is any sensor foreseen to detect a beam impact
on collimator jaws?
- Not precluded
- Would love to have a design contributed that we
can incorporate - What are plans for this functionality in the CERN
designs - What about acoustic sensors
- Area of transition RF foil, which is stationary,
is a possible location
14
Results of bake-out test? at which temperature
was it performed?
- Process
- Standard PEP-II Beamline bake-out sequence
- Vacuum vessel separately baked 200C for several
days - 3.7E-9 torr
- Jaw H fired at 850C before bake to accelerate
bake-out process - Bake 200C several days with 24 hour excursion to
300C - paranoia
- RGA Zero hydrocarbons
- (mass gt40) at 150 deg C
- Final RGA pressure on 6 Oct.
15
Vacuum Test Photos
16
Use of any lubricant for moving parts under
vacuum (bearings, Geneva mechanism...)?
- No lub on ceramic bearings
- Moly disulfide on Geneva mechanism gears
- Some parts of final Geneva will be ceramic
17
Bonus Slides
18
NLC Consumable Collimatorrotatable jaws 500 to
1000 hits
Note short high-Z material.
lt 10 W per jaw gtradiative cooling!
6.0
Aperture control mechanism 5mm accuracy
stability
Movers align chamber to beam based on BPMs
Alignment BPMs upbeam down
19
SLAC Timeline for RCRotatable Collimator
Prototype Gene Anzalone, Yunhai Cai, Eric Doyle,
Lew Keller, Steve Lundgren, Tom Markiewicz, Jeff
Smith
- 2004 Introduction to project
- 2005 Conceptual Design Phase II RC using FLUKA,
Sixtrack and ANSYS, External Design Review,
collimator test lab set up - 2006 Improved Conceptual Design, hire full time
ME and designer, fabricate tooling, 2D/3D
drawings of test and final parts, braze two short
test pieces - 2007 Examine test brazes, braze and examine 3rd
short test piece, develop and build rotation
mechanism, design RF shield, fab 1st full
length jaw hire first postdoc - 2008 Thermal tests of single jaw, fabricate two
more jaws and assemble into a vacuum tank
compatible with Phase I adjustment mechanism RC - 2009 Mechanically test RC, ship and install in
SPS/LHC - 2010 Collimator tests at LHC Final drawing
package for CERN - 2011 Await production installation of chosen
design(s) by CERN - 2012 Commissioning support
- Main Deliverables
- Thermal tests of single collimator jaw
- Construct and mechanically test full RC prototype
to be sent to CERN
20
- FLUKA Results - Power Deposited vs. Length
- Ist secondary collimator
- Various materials
4 x 1011 p/s lost
21
Dominant collimator specifications
- 25mm maximum deformation toward beam
- 7 s nominal aperture
- The first long secondary collimator may be set at
8s to ensure 25 mm intrusion with respect to 7 s - 45 mm minimum aperture jaws fully retracted
- Beam spacing limits transverse dimensions
- Maximum length predetermined 1.48 m
flange-flange - No water-vacuum joints
Thermal expansion is the problem
This effect is a function of material, jaw OD
ID, length, and cooling arrangement
22
Basis for Design ChoicesANSYS Thermal/Mechanical
simulations using FLUKA energy deposit
- 10x10x24 FLUKA bins mapped to ANSYS elements, one
for one - Energy density of FLUKA bin applied to ANSYS
element
X
23
Material thermal performance - Hollow Cylinder
Model- O.D 150 mm, I.D. 100 mm, L 1.2 m-
NLC-type edge supports- aperture 10s
Promising but no practical implementation
Cu chosen balance of efficiency, deflection and
manufacturability
24
Justification of Cu Choice
Cu chosen as best balance between collimation
efficiency, thermal distortion manufacturablity
25
Specification Changes Relative to April 2006
Design
26
IR-7
Beam 2
Beam 1
dipoles
First group of secondary collimators
Primary collimators
40 m
27
Heat deposited in major components (W/m3) in 1
hr beam lifetime operation
28
Major jaw dimensions and calculated cooling
performance
29
Vacuum Bake of 1st 200mm Test PieceResults
4/1/073x over LHC Spec
- 1st Jaw Braze Test Assembly has been vacuum baked
at 300 degrees C for 32 hours. - LHC Requirement 1E-7 Pa 7.5E-10 Torr
- Baseline pressure of Vacuum Test Chamber
- 4.3E-7 Pa (3.2E-9 Torr)
- Pressure w/ 200mm Jaw Assy. in Test Chamber
4.9E-7 Pa (3.7E-9 Torr) - Presumed pressure of 200mm lg. Jaw Assy.
6.0E-8 Pa (4.5E-10 Torr) - Note above readings were from gauges in the
foreline, closer to the pump than to the Test
Chamber. Pressures at the part could be higher. - Outcome
- SLAC vacuum group has suggested longitudinal
grooves be incorporated into the inner length of
jaws incorporated into next prototype
30
Braze Test 3 8 ¼-round jaws to mandrel/coil
19 June 2007 After 1st Jaw BrazePrepped for 2nd
Braze to fillup jaw-jaw joints
14 June 2007 Jaw Fit Up
31
Braze Test 3 Vacuum tests No improvement
- 3rd Jaw Braze Test Assembly has been vacuum baked
at 300 degrees C for 32 hours. Results in
slightly lower pressure. - Inclusion of longitudinal grooves in the inner
length of jaws for better outgasing - Test Chamber setup similar to previous test.
Under Investigation...
32
Exact Nature Extent of Damaged Region
Thin Cu sample in FFTB electron beam at SLACHole
Beam Size
2000um 500 kW 20 GeV e- beam hitting a 30cm Cu
block a few mm from edge for 1.3 sec (0.65 MJ)
FNAL Collimator with .5 MJ
33
Cross Section at Shower Maximum Showing Copper
Melting and Possible Fracture Regions in a
Mis-steering Accident
3D ANSYS model, E. Doyle
Copper Jaw
Fracture zone, radius 7 mm
2.5 cm
Melting zone (grey), radius 3.3 mm
34
Cross Section at Shower Maximum Showing Copper
Boiling in a
Mis-steering Accident
3D ANSYS model, E. Doyle
Copper Jaw
2.5 cm
Boiling zone (grey), radius 2.2 mm
Recommended
CrystalGraphics Presentations





























