
Lab2 - PowerPoint PPT Presentation
Title: Lab2
1
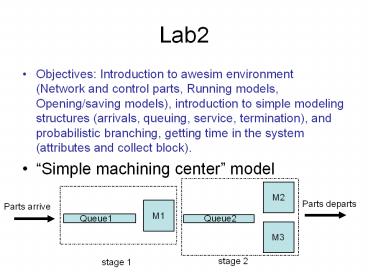
Lab2
- Objectives Introduction to awesim environment
(Network and control parts, Running models,
Opening/saving models), introduction to simple
modeling structures (arrivals, queuing, service,
termination), and probabilistic branching,
getting time in the system (attributes and
collect block). - Simple machining center model
M2
Parts departs
Parts arrive
M1
Queue1
Queue2
M3
stage 2
stage 1
2
Lab2
- Simple machining center model
Processing time uniform (6, 10) min Identical
parallel machines
M2
Parts departs
Parts arrive
M1
Queue1
Queue2
M3
Inter arrival times exponential with lambda0.2
part/min
Processing time uniform (2.5, 5.5) min
What are the machine utilization? What are the
queue lengths and times? Simulate it for 30 days
(8 hours working time per day)
3
Lab2
- Embellishment 1 Add an inspection station at the
end, and assume that 5 of the jobs fail
inspection and they require rework starting from
beginning. Ins. time Normal (10,2) - Embellishment 2 After inspection, 2 requires
rework in stage 2 only (not from beginning) in
addition to the 5 in embellishment 1. - Embellishment 3 Obtain time in the system for
parts.
4
Lab2
- Assignment 2 Model the following system and
answer the same questions answered in the lab.
M1
normal(10,2)
Parts arrive
Inspec- tion
Queue2
Queue1
M2
Inter arrival times exponential with mean15
min.
Processing time (identical machines) normal
(mean22.5, std5.7) min
3 rework
Submit a print out of model, control, output, and
your answers.
5
Lab 3
- Objectives To cover Entity dependent processing
times, routing (conditional branching), and
naming of attributes to make the model easier to
read.
6
Lab 3 Simple machining center with inspection
- Embellishment 1 There are two types of parts
coming to system, type A and type B, as depicted
in next slide. Type A has to go thorough a
different machine in the second stage. We want to
get time in the system separately by item type,
and overall as well. Use renaming of the
attributes for arrival time.
7
Lab 3 Simple machining center with inspection
(Embellishment 1)
Gamma(1,2) min
Type A
M4
Queue3
Normal(10,2) min
Type A
M2
Insp.
Type B
Queue4
M1
Queue2
Queue1
M3
Type B
uniform (2.5, 5.5) min
Parts arrive
uniform (4, 6) min (identical machines)
5 rework
Inter arrival times exponential with
lambda0.005 part/min Type A with lambda0.015
part/min Type B
8
Lab3In-lab work-out
Normal (8,2)
Queues are not depicted here
Type B
Ins1
Gamma(2,2)
Type A 40
5 rework
M2
M1
Type B 50
Normal (6,1)
uniform(5.5, 7.5)
Ins2
Inter arrival times gamma(2,5) Run simulation
for 5000 parts Where is the bottleneck?
Type A
3 rework
9
Lab 4
- 1. Entity dependent processing times and entity
dependent numbering of collect block. 2. Balking
blocking 3.Different uses of collect block and
histogram.
10
Lab 4 Simple machining center with inspection
- Embellishment 1 Inspection time depends on job
type. For type A inspection time is Normal (8,2)
for type B inspection time is Normal (15,3). Use
one collect block to get time in the system
separately by numbering the collect block using
attribute. - Embellishment 2 Assume that if there are more
than 5 parts waiting in queue 1, the arriving
parts will be sent to another shop for
processing. Obtain how often this happens. We
would like to obtain histogram of time in the
system as well.
11
Lab4In-lab work-out Maintenance shop
- Maintenance facility of a large manufacturer
performs two operations in series . The units
that are maintained are heavy, and the space in
the shop is available only for 8 units including
the units being worked on. The proposed design
allocates 4 units for first queue, 2 units for
second queue. Company subcontracts incoming units
if the maintenance shop is full. If the second
queue is full, the first workstation is blocked.
12
Lab4In-lab work-out Maintenance shop
- Arrivals exponential with mean 0.4 time units
- Processing times first station exponential with
mean 0.25, second station exponential with mean
0.5 - No significant time for transfer from first
station to next. - Evaluate proposed design for 300 time units in
terms of - utilizations, time in the system, time between
the subcontracting, queue lengths, fraction of
time work station 1 is blocked (The correct
answers avr. tims 2.7, time btw balk 1.5) - Any better design???
13
LAB 5
- Objective 1. To complete the in-lab workout
started in previous lab and the embellishment of
it. 2. To learn how to do batch arrivals, use of
NQ(), multiple runs, the ranking in queues,
flexible use of attributes.
14
LAB 5 In-lab workout
- Complete the model for the problem described in
previous lab. - Embellishment Assume that there are two types of
units that comes to the system, and second stage
operation time depends on type of unit as
follows Type A Gamma(0.5,0.6) and Type B
Gamma(1, 0.8). Use one collect block to get time
in the system separately by type. Produce a
histogram of time in the system for both types.
15
LAB 5TV inspection station
- Consider the following TV inspection adjustment
station where we have two inspectors and one
adjuster. TV sets arrive in sets of two TVs with
uniform btw 7 and 15.
Incoming TVs join the shorter queue. The
processing time in inspection stations are
uniform(6, 12). Adjustment takes shifted gamma(2,
2) with min 1.5. Obtain time in the system based
on 1000 parts leaving the system. Do 50 runs.
16
LAB 5TV inspection station
- Embellishment Assume that in all queues, we use
shortest process time first rule. After
adjustment, make sure the TVs go back to the same
inspector queue that they came from.
17
LAB 5 Assignment 3TV inspection station
- Embellishment of TV inspection model There are
two types of TV sets. 40 type A and 60 type B.
Adjustment time depends on the type of TV set as
follows Type A gamma(2, 2) with min 1.5 and Type
B gamma(1.8, 2.5) with min 1. Also assume that if
a TV is adjusted before, it passes the inspection
95 of the time. Change ranking rule to longest
processing time first. Do your simulation for 40
runs, obtain time in the system by type.