
metal forming - PowerPoint PPT Presentation
Title:
metal forming
Description:
chip formation – PowerPoint PPT presentation
Number of Views:82
Title: metal forming
1
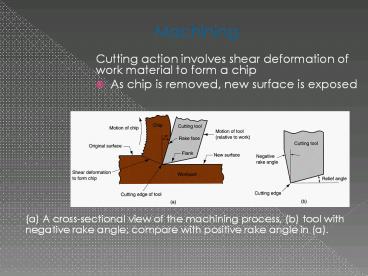
Machining
- Cutting action involves shear deformation of work
material to form a chip - As chip is removed, new surface is exposed
(a) A cross-sectional view of the machining
process, (b) tool with negative rake angle
compare with positive rake angle in (a).
2
Orthogonal Cutting Model
- Simplified 2-D model of machining that describes
the mechanics of machining fairly accurately
Figure 21.6 Orthogonal cutting (a) as a
three-dimensional process.
3
Chip Thickness Ratio
- where r chip thickness ratio to thickness
of the chip prior to chip formation and tc
chip thickness after separation - Chip thickness after cut always greater than
before, so chip ratio always less than 1.0
4
Determining Shear Plane Angle
- Based on the geometric parameters of the
orthogonal model, the shear plane angle ? can be
determined as
where r chip ratio, and ? rake angle
5
Chip Formation
Figure 21.8 More realistic view of chip
formation, showing shear zone rather than shear
plane. Also shown is the secondary shear zone
resulting from tool-chip friction.
6
Four Basic Types of Chip in Machining
- Discontinuous chip
- Continuous chip
- Continuous chip with Built-up Edge (BUE)
7
Discontinuous Chip
- Brittle work materials
- Low cutting speeds
- Large feed and depth of cut
- High tool-chip friction
- Figure 21.9 types of chip formation in metal
cutting (a) discontinuous
8
Continuous Chip
- Ductile work materials
- High cutting speeds
- Small feeds and depths
- Sharp cutting edge
- Low tool-chip friction
- Figure 21.9 (b) continuous
9
Continuous with BUE
- Ductile materials
- Low-to-medium cutting speeds
- Tool-chip friction causes portions of chip to
adhere to rake face - BUE forms, then breaks off, cyclically
Figure 21.9 (c) continuous with built-up edge
10
Built-up Edge
Built-up edge keepsbreaking off and re-forming
Result is poor surface finish, excessive
flank wear, and cratering of tool face
11
Forces Acting on Chip
- Friction force F and Normal force to friction N
- Shear force Fs and Normal force to shear Fn
Figure 21.10 Forces in metal cutting (a) forces
acting on the chip in orthogonal cutting
12
Resultant Forces
- Vector addition of F and N resultant R
- Vector addition of Fs and Fn resultant R'
- Forces acting on the chip must be in balance
- R' must be equal in magnitude to R
- R must be opposite in direction to R
- R must be collinear with R
13
Coefficient of Friction
- Coefficient of friction between tool and chip
Friction angle related to coefficient of friction
as follows
14
Shear Stress
- Shear stress acting along the shear plane
where As area of the shear plane
Shear stress shear strength of work material
during cutting
15
Cutting Force and Thrust Force
- F, N, Fs, and Fn cannot be directly measured
- Forces acting on the tool that can be measured
- Cutting force Fc and Thrust force Ft
Figure 21.10 Forces in metal cutting (b) forces
acting on the tool that can be measured
16
Forces in Metal Cutting
- Equations can be derived to relate the forces
that cannot be measured to the forces that can be
measured - F Fc sin? Ft cos?
- N Fc cos? - Ft sin?
- Fs Fc cos? - Ft sin?
- Fn Fc sin? Ft cos?
- Based on these calculated force, shear stress and
coefficient of friction can be determined
17
The Merchant Equation
- Of all the possible angles at which shear
deformation can occur, the work material will
select a shear plane angle ? that minimizes
energy, given by - Derived by Eugene Merchant
- Based on orthogonal cutting, but validity extends
to 3-D machining
18
What the Merchant Equation Tells Us
- To increase shear plane angle
- Increase the rake angle
- Reduce the friction angle (or coefficient of
friction)
19
Cutting tool geometry
20
Tool Life
- HIGH STRESSES TEMPERATURES
- GRADUAL WEAR
- MANY VARIABLES
- MATERIAL
- CUTTING FLUIDS
- TOOL SHAPE
- SPEEDS FEED RATE
- CHIPPING
21
Characteristics of a Good Cutting Fluid
- Good cooling capacity
- Good lubricating qualities
- Resistance to rancidity
- Relatively low viscosity
- Stability (long life)
- Rust resistance
- Nontoxic
- Transparent
- Nonflammable
22
Types of Cutting Fluids
- Most commonly used cutting fluids
- Either aqueous based solutions or cutting oils
- Fall into three categories
- Cutting oils
- Emulsifiable oils
- Chemical (synthetic) cutting fluids
23
Cutting Oils
- Two classifications
- Active
- Inactive
- Terms relate to oil's chemical activity or
ability to react with metal surface - Elevated temperatures
- Improve cutting action
- Protect surface
24
Active Cutting Oils
- Those that will darken copper strip immersed for
3 hours at temperature of 212ºF - Dark or transparent
- Better for heavy-duty jobs
- Three categories
- Sulfurized mineral oils
- Sulfochlorinated mineral oils
- Sulfochlorinated fatty oil blends
25
Inactive Cutting Oils
- Oils will not darken copper strip immersed in
them for 3 hours at 212ºF - Contained sulfur is natural
- Termed inactive because sulfur so firmly attached
to oil very little released - Four general categories
- Straight mineral oils, fatty oils, fatty and
mineral oil blends, sulfurized fatty-mineral oil
blend
26
Emulsifiable (Water Soluble) Oils
- Mineral oils containing soap like material that
makes them soluble in water and causes them to
adhere to workpiece - Emulsifiers break oil into minute particles and
keep them separated in water - Supplied in concentrated form (1-5 /100 water)
- Good cooling and lubricating qualities
- Used at high cutting speeds, low cutting pressures
27
Chemical Cutting Fluids
- Also called synthetic fluids
- Introduced about 1945
- Stable, preformed emulsions
- Contain very little oil and mix easily with water
- Extreme-pressure (EP) lubricants added
- React with freshly machined metal under heat and
pressure of a cut to form solid lubricant - Reduce heat of friction and heat caused by
plastic deformation of metal
28
Advantages of Synthetic Fluids
- Good rust control
- Resistance to rancidity for long periods of time
- Reduction of amount of heat generated during
cutting - Excellent cooling qualities
29
- Longer durability than cutting or soluble oils
- Nonflammable - nonsmoking
- Nontoxic
30
Caution
Chemical cutting fluids widely acceptedand
generally used on ferrous metals. Theyare not
recommended for use on alloys ofmagnesium, zinc,
cadmium, or lead. Theycan mar machine's
appearance and dissolvepaint on the surface.
31
Functions of a Cutting Fluid
- Prime functions
- Provide cooling
- Provide lubrication
- Other functions
- Prolong cutting-tool life
- Provide rust control
- Resist rancidity
32
Functions of a Cutting Fluid Cooling
- Heat has definite bearing on cutting-tool wear
- Small reduction will greatly extend tool life
- Two sources of heat during cutting action
- Plastic deformation of metal
- Occurs immediately ahead of cutting tool
- Accounts for 2/3 to 3/4 of heat
- Friction from chip sliding along cutting-tool face
33
Functions of a Cutting Fluid Cooling
- Water most effective for reducing heat but will
promote oxidation (rust) - Decrease the temperature at the chip-tool
interface by 50 degrees F, and it will increase
tool life by up to 5 times.
34
Functions of a Cutting Fluid Lubrication
- Reduces friction between chip and tool face
- Shear plane becomes shorter
- Area where plastic deformation occurs
correspondingly smaller - Extreme-pressure lubricants reduce amount of
heat-producing friction - EP chemicals of synthetic fluids combine
chemically with sheared metal of chip to form
solid compounds (allow chip to slide)
35
Cutting fluid reduces friction and produces a
shorter shear plane.
Copyright The McGraw-Hill Companies, Inc.
Permission required for reproduction or display.
36
Cutting Fluid's Effect on Cutting Tool Action
- Lowers heat created by plastic deformation of
metal - Friction at chip-tool interface decreased
- Less power is required for machining because of
reduced friction - Prevents built-up edge from forming
- Surface finish of work greatly improved
37
Rust Control
- Water best and most economical coolant
- Causes parts to rust
- Rust is oxidized iron
- Chemical cutting fluids contain rust inhibitors
- Polar film
- Passivating film
38
Characteristics of cutting tool
- Hardness (Elevated temperatures)
- Toughness (Impact forces on tool in interrupted
operations) - Wear resistance (tool life to be considered)
- Chemical stability or inertness (to avoid adverse
reactions)
39
Cutting tool materials
- Carbon medium alloy steels
- High speed steels
- Cast-cobalt alloys
- Carbides
- Coated tools
- Alumina-based ceramics
- Cubic boron nitride
- Silicon-nitride-base ceramics
- Diamond
- Whisker-reinforced materials
40
Carbon and Medium alloy steels
- Oldest of tool materials
- Used for drills taps,broaches,reamers
- Inexpensive ,easily shaped,sharpened
- No sufficient hardness and wear resistance
- Limited to low cutting speed operation
41
High speed steels
- Hardened to various depths
- Good wear resistance
- Relatively
- Suitable for high positive rake angle tools
42
Two basic types of HSS
- Molybdenum ( M-series)
- Tungsten ( T-series)
43
M-series
- Contains 10 molybdenum, chromium, vanadium,
tungsten, cobalt - Higher, abrasion resistance
- H.S.S. are majorly made of M-series
44
T-series
- 12 - 18 tungsten, chromium, vanadium cobalt
- undergoes less distortion during heat treating
45
- H.S.S. available in wrought ,cast sintered
(Powder metallurgy) - Coated for better performance
- Subjected to surface treatments such as
case-hardening for improved hardness and wear
resistance or steam treatment at elevated
temperatures - High speed steels account for largest tonnage
46
Cast-Cobalt alloys
- Commonly known as stellite tools
- Composition ranges 38 - 53 cobalt
- 30- 33 chromium
- 10-20tungsten
- Good wear resistance ( higher hardness)
- Less tough than high-speed steels and sensitive
to impact forces - Less suitable than high-speed steels for
interrupted cutting operations - Continuous roughing cuts relatively high
gfeeds speeds - Finishing cuts are at lower feed and depth of cut
47
Carbides
- 3-groups of materials
- Alloy steels
- High speed steels
- Cast alloys
- These carbides are also known as cemented or
sintered carbides - High elastic modulus,thermal conductivity
- Low thermal expansion
- 2-groups of carbides used for machining
operations - tungsten carbide
- titanium carbide
48
Tungsten Carbide
- Composite material consisting of tungsten-carbide
particles bonded together - Alternate name is cemented carbides
- Manufactured with powder metallurgy techniques
- Particles 1-5 Mum in size are pressed sintered
to desired shape - Amount of cobalt present affects properties of
carbide tools - As cobalt content increases strength hardness
wear resistance increases
49
Titanium carbide
- Titanium carbide has higher wear resistance than
tungsten carbide - Nickel-Molybdenum alloy as matrix Tic suitable
for machining hard materials - Steels cast irons
- Speeds higher than those for tungsten carbide
50
Inserts
51
Inserts
- Individual cutting tool with severed cutting
points - Clamped on tool shanks with locking mechanisms
- Inserts also brazed to the tools
- Clamping is preferred method for securing an
insert - Carbide Inserts available in various
shapes-Square, Triangle, Diamond and round - Strength depends on the shape
- Inserts honed, chamfered or produced with
negative land to improve edge strength
52
Insert Attachment
- Fig Methods of attaching inserts to toolholders
(a) Clamping and (b) Wing lockpins. (c)
Examples of inserts attached to toolholders with
threadless lockpins, which are secured with side
screws.
53
Chip breakers
- Purpose
- Eliminating long chips
- Controlling chip flow during machining
- Reducing vibration heat generated
- Selection depends on feed and depth of cut
- Work piece material,type of chip produced during
cutting
54
Coated tools
- High strength and toughness but generally
abrasive and chemically reactive with tool
materials - Unique Properties
- Lower Friction
- High resistance to cracks and wear
- High Cutting speeds and low time costs
- Longer tool life
55
Coating materials
- Titanium nitride (TiN)
- Titanium carbide (Tic)
- Titanium Carbonitride (TicN)
- Aluminum oxide (Al2O3)thickness range 2-15 µm
(80-600Mu.in) - Techniques used
- Chemical vapor deposition (CVD)
- Plasma assisted CVD
- Physical-vapor deposition(PVD)
- Medium temperature chemical- vapor
deposition(MTCVD)
56
Properties for Group of Materials
- Fig Ranges of properties for various groups of
tool materials.
57
Cutting tool Characteristics for coating
- High hardness
- Chemical stability
- Low thermal conductivity
- Good bonding
- Little or no Porosity
- Titanium nitride (TiN) coating
- Low friction coefficients
- High hardness
- Resistance to high temperatures
- Good adhesion to substrate
- High life of high speed-steel tools
- Titanium carbide (TiC) coating
- Titanium carbide coatings on tungsten-carbide
inserts have high flank wear resistance.
58
Ceramics
- Low thermal conductivity ,resistance ,high
temperature - Resistance to flank wear and crater wear
- Ceramics are suitable materials for tools
- Al2O3 (most commonly used)
- Multi Phase Coatings
- First layer Should bond well with substrate
- Outer layer Resist wear and have low thermal
conductivity - Intermediate layer Bond well compatible with
both layers - Coatings of alternating multipurpose layers are
also formed.
59
Diamond Coated tools
- Use of Polycrystalline diamond as a coating
- Difficult to adhere diamond film to substrate
- Thin-film diamond coated inserts now commercially
available - Thin films deposited on substrate with PVD CVD
techniques - Thick films obtained by growing large sheet of
pure diamond - Diamond coated tools particularly effective in
machining non-ferrous and abrasive materials
60
New Coating materials
- Titanium carbo nitride (TiCN)
- Titanium Aluminum Nitride(TiAlN)
- Chromium Based coatings
- Chromium carbide
- Zirconium Nitride (ZrN)
- Hafnium nitride (HfN)
- Recent developments gives nano coating
composite coating - Ion Implementation
- Ions placed into the surface of cutting tool
- No change in the dimensions of tool
- Nitrogen-ion Implanted carbide tools used for
alloy steels stainless steels - Xeon ion implantation of tools as under
development
61
Alumina-Based ceramics
- Cold-Pressed Into insert shapes under high
pressure and sintered at high temperature - High Abrasion resistance and hot hardness
- Chemically stable than high speed steels
carbides - So less tendency to adhere to metals
- Good surface finish obtained in cutting cast iron
and steels - Negative rake-angle preferred to avoid chipping
due to poor tensile strength - Cermets, Black or Hot- Pressed
- 70 aluminum oxide 30 titanium carbide
- cermets(ceramics metal)
- Cermets contain molybdenum carbide, niobium
carbide and tantalum carbide.
62
Cubic boron Nitride ( CBN )
- Made by bonding ( 0.5-1.0 mm ( 0.02-0.04-in)
- Layer of poly crystalline cubic boron nitride to
a carbide substrate by sintering under pressure - While carbide provides shock resistance CBN layer
provides high resistance and cutting edge
strength - Cubic boron nitride tools are made in small sizes
without substrate - Fig (a) Construction of a polycrystalline cubic
boron nitride or a diamond layer on a
tungsten-carbide insert. (b) Inserts with
polycrystalline cubic boron nitride tips (top
row) and solid polycrystalline CBN inserts
(bottom row).
63
Silicon-Nitride based ceramics (SiN)
- They consists various addition of Aluminum Oxide
ythrium oxide, titanium carbide - SiN have toughness, hot hardened good thermal
shock resistance - SiN base material is Silicon
- High thermal shock resistance
- Recommended for machining cast iron and nickel
based super alloys at intermediate cutting speeds
64
Diamond
- Hardest known substance
- Low friction, high wear resistance
- Ability to maintain sharp cutting edge
- Single crystal diamond of various carats used for
special applications - Machining copperfront precision optical mirrors
for ( SDI) - Diamond is brittle , tool shape sharpened is
important - Low rake angle used for string cutting edge
65
Polycrystalline-Diamond ( PCD ) Tools
- Used for wire drawing of fine wires
- Small synthesis crystal fused by high pressure
and temperature - Bonded to a carbide substrate
- Diamond tools can be used fir any speed
- Suitable for light un-interrupted finishing cuts
- To avoid tool fracture single crystal diamond is
to be re-sharpened as it becomes dull - Also used as an abrasive in grinding and
polishing operations
Recommended
CrystalGraphics Presentations





























