
Inventory Management - PowerPoint PPT Presentation
1 / 45
Title: Inventory Management
1
Inventory Management
- S. Cholette
- DS412
2
Why Carry Inventory?
- 1 Reason Need to meet anticipated demand
- To protect against stock-outs
- To smooth production requirements, de-couple
components of the production-distribution, and/or
permit operations (pipeline inventory) - To help hedge against price increases or to take
advantage of quantity discounts or order cycles - Why Study Inventory Management (IM)?
- Inventory is the largest factor in manufacturing
costs, and efficient IM has the greatest
potential for increasing profitability - Example For a typical US manufacturer 60 of
corporate income goes towards the purchase of
materials
3
Key Inventory Terms Costs!
- Holding (carrying) costs cost to carry an item
in inventory for a length of time, usually a year - Variable costs of warehousing, security,
spoilage - Critical component opportunity cost of capital
that cannot earn interest or otherwise be
invested - Ordering costs costs of ordering and receiving
inventory - Usually fixed, regardless of order size
- Shortage costs costs when demand exceeds supply
- Special ordering and expediting fees
- Lost customers and goodwill (retail) or penalties
if have inventory carrying requirement contract
(wholesale/manufacturing)
4
Requirements for Effective Inventory Management
- A system to keep track of inventory
- A reliable forecast of demand
- Knowledge of lead times
- Lead time the time interval between ordering and
receiving an order - Reasonable estimates of
- Holding costs
- Ordering costs
- Shortage costs
- (We will skip discussion of Classification
Systems)
5
Inventory Counting Systems
- Periodic System
- Physical count of items made at periodic
intervals - Perpetual Inventory System System that keeps
track of removals from inventory continuously,
thus monitoringcurrent levels of each item - Which is more useful for a business?
- What is the future of IM?
6
Economic Order Quantity Models
- Economic order quantity model (EOQ)
- Economic production model (EPQ)
- Quantity discount models will not be covered
7
Assumptions of EOQ Model
- Only one product is involved
- Annual demand requirements are known
- Demand is even throughout the year
- Can vary on a day-to-day basis, but must be
constant over time - Lead time does not vary
- Each order is received in a single delivery
- There are no quantity discounts
8
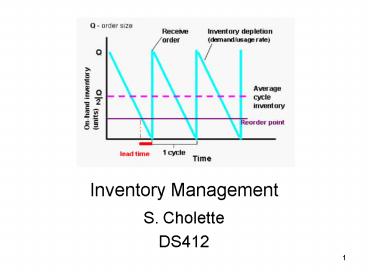
The Inventory Cycle
9
Cycle Inventory and Annual Carrying Costs
- See from the graph that the average cycle
inventory is Q/2 where Q is the order size - H represents the per-unit (annual) holding cost
- Either expressed as an absolute or percentage
of items cost (i.e. 16 or .15p where p
wholesale cost) - Can use other time periods than year. Cost per
month, season - the annual holding costs for cycle inventory are
HQ/2 - smaller Q results in lower holding costs
10
Ordering Costs
- If the annual demand D for an item, and each item
costs p, we will spend pD over the course of the
year to meet this demand, regardless of order
size - If the order size is Q, the frequency of orders
during the year is D/Q - Each order placed incurs a fixed cost, S, which
is assumed to be independent of the size of the
order - This represents the staff and resources needed to
prepare invoices, inspect shipments, etc - The annual variable order costs are pD and the
fixed order costs are (D/Q)S, with larger Q
resulting in lower ordering costs
11
Cost Minimization Goal
TC HQ/2 SD/Q pD
12
Total Cost
Total Cost Annual holding cost of cycle
stock Annual Fixed ordering cost Annual
Variable ordering cost However, Variable
ordering cost (pD) will be the same regardless
of order size (no quantity discounts), so we can
drop from the cost equation below
Where H is per-unit annual holding
cost (rate of return, etc.) D is annual
demand Q is order size S is fixed cost per
order
13
Deriving the EOQ
- Using calculus, take the derivative of the total
cost function (with respect to Q). Next set this
equal to zero to solve for Q - The total cost curve reaches its minimum where
the carrying and ordering costs are equal
d(TC)/dQ 0 at the minimal total cost.
14
EOQ Example 1
- Moes Tavern is open 52 weeks a year and buys
Duff beer by the keg for 100/keg, and he sells
2 kegs of beer a week. His costs are 20/order
and annual holding costs are 10 the cost of the
beer. - How much beer should Moe order and how often?
- What are his total order costs and inventory
holding costs?
- D 2kegs/wks(52 wks/yr) 104 annual keg demand
- H 10 of 100 10 per keg per year
- S 20 re-order fee
- Q sqrt(2SD/H) sqrt(220104/10) 20.3
kegs - So Moe should reorder 20 kegs about every 10
weeks - Assume that can only order whole kegs
- Total Order Costs S D/Q 20104/20 104
- Total Inventory Holding Costs HQ/2 1020/2
100
15
EOQ Example ExtensionEffect of Changing Holding
Costs
- Because some of Moes customers have been known
to sneak in the backroom and siphon from the
kegs, Moe has a serious problem with product
loss. Effectively, his per-keg annual holding
costs increase from 10 to 30 of the purchase
cost. - How does this change Moes optimal order quantity
and timing? - How does this change his costs?
D 2kegs/wks(52 wks/yr) 104 annual demand H
30 of 100 30 per keg per year S 20
re-order fee Q sqrt(2SD/H)
sqrt(220104/30) 11.7 kegs Moe should
reorder 12 kegs every 6 weeks For EOQ
calculations in general, round to integer values
for items that are sold in discrete units. (i.e.
cases, bags, packages)
16
Another EOQ Example
- A telecom distribution center (DC) orders their
cell phones in bulk from Asia. They buy them at
85/phone and sell them at 150, bundled with a
year-long contract - Annual holding costs are 10 of the DCs purchase
price - They are open 365 days a year. Daily demand
averages 100 phones and has a standard deviation
of 50, even on weekend days - The lead time from the manufacturer is fixed at 5
days. Every order costs 150 in shipping and
overhead fees, whether 1 or 10000 phones are
ordered - What is the economic order quantity? What is a
good way to check to make sure we did the
calculations right? - Hint There are a couple pieces of spurious
information
17
EOQ Example, Continued
- What is a good way to check to make sure we did
the EOQ calculations right? - Now assume that the manufacturers lot-size
policy is that the DC must order the phones in
multiples of 1000 - Compute the Total Holding Costs and Order Costs
for the DC with this new policy (order 1000
phones) - Are these costs higher or lower than those if the
DC can order by the EOQ?
18
Economic Production Quantity Assumptions
- Only one item is involved
- Annual demand is known
- Usage occurs continually- usage rate is constant
over time - Day-to-day fluctuations allowable
- Production rate is constant
- Lead time does not vary
- No quantity discounts
- i.e. no efficiency gains in scaling production
- Production occurs periodically- in batches or
lots - Capacity to produce a part exceeds the parts
usage (demand rate) - Assumptions of EPQ are similar to EOQ except
- Inventory is received incrementally during
production - Use a setup cost instead of an order cost
19
EPQ Inventory Cycle
- Rather than receiving inventory at once, as with
pure EOQ model, restocking occurs over time - We never reach Q in inventory, due to constant
usage - The higher the ratio of production rate usage
rate, the closer to EOQ
20
Total Inventory Costs
Total Cost Annual carrying cost
Annual setup cost Annual variable
production cost We ignore variable production
costs as these will be the same regardless of lot
size
And Imax Q(p-u)/p Where H is the (yearly)
per-unit holding cost D is the (yearly)
demand p is the (daily) production rate u is
the (daily) usage rate Q is lot size S is the
setup cost
21
Deriving the EPQ
- Using calculus, we take the derivative of the
total cost function and set the derivative
(slope) equal to zero and solve for Q - The total cost curve reaches its minimum where
the carrying and setup costs are equal - Note that if p u, then EPQ - EOQ
22
EPQ Example
A computer manufacturer builds the casing for
several different models of their laptops they
make and is open only 250 days/year, 10 hours a
day. Production of the VX-3 laptop case on an
injection molding machine is 30 units per hour.
They need to make 100 units each day they are
open. The VX-3 costs 10 to produce, and annual
holding costs are calculated to be 20 of
production costs. Changeover costs for the line
are 20. What is the optimal lot size?
23
EPQ Example, Continued
Cycle time Qopt/u 866/100 8.66 days Run
time Qopt/p 866/300 2.89 days (so the firm
isnt producing the VX-3 every 8.66 2.86 5.77
days per cycle) Inventory levels Imax
(Qopt)(p - u)/p 577.33 VX-3s Iavg Imax /2
288.67 VX-3s Annual Carrying Costs H
Imax /2 577.33 Annual Setup Costs S D/Q
20(100250)/866 (D/Q 28.9 lots/yr)
577.33 Remember that at Qopt, Annual Setup
Costs will equal Annual Carrying Costs
24
Now That We Know How Much to Order (the EOQ),
When Do We Order It?
- To complicate matters, demand usually is variable
- 2 different strategies can be used
- 1. Re-Order Point with Economic Order Quantity
(ROP-EOQ, or just ROP for short) - When? Order when stock falls to the Re-Order
Point - How Much? Q, the Economic Order Quantity
- 2. Fixed-Order-Interval (FOI)
- When? Order at a fixed point (end of week,
beginning of month, every two weeks, when the
vendor specifies you can) - How Much? Order a variable amount each period-
up to a pre-determined level, Q. - We will only cover (1) ROP in this class (yay!)
25
Factoring in Demand Uncertainty
- If demand were constant and deterministic, we
would know exactly when each replenishment needs
to arrive - If lead-times were zero, we could request
replenishment at the instant we exhaust our
inventory, and not have our Service Level suffer - Alas, in the real world we have neither
deterministic demand nor zero lead times! - We need to place orders in response to demand
that will occur while we wait for our order - We also need to worry about the possibility of
either exhausting our inventory before the next
order arrives, or over-ordering and having excess
inventory
26
Terms in ROP-EOQ Ordering
- Reorder Point (ROP)- When the quantity on hand of
an item drops to this amount, the item is
reordered - Lead Time Demand - Expected demand during the
lead time (a.k.a. pipeline demand) - Safety Stock - Stock that is held in excess of
expected demand due to a variable demand rate
and/or a variable lead time - Service Level (SL) - Probability that demand will
not exceed supply during lead time, - SL 100 Stockout Risk
27
ROP with Safety Stock
- ROP Expected demand during lead time safety
stock - The larger we make safety stock, the less likely
we are to experience a shortage - However, the greater the cost, as average annual
cost of maintaining safety stock is HIss
28
Considerations for Safety Stock
- Average demand rate and average lead time
- The higher either demand rate or lead time, the
more safety stock needed - Demand and lead time variability
- The greater the variability of either demand or
lead time, the more safety stock needed - Desired Service Level often set by policy
- The higher our service level goals, the more
safety stock needed - Cost Effectiveness
- The higher the safety stock level, the more
expensive to maintain
29
Determining ROP
- Assume that any variability in demand or lead
time (LT) can be approximated with a Normal
Distribution - Remember from statistics z (X-m) / s,
- z is the of standard deviations from mean
Probability of stockout (1.0 - 0.85 0.15)
For SL .85, z 1.04
30
m zs ?! Where Do We Get m s ? (not Mentioned
in Stevenson)
- Remember back to Forecasting(many chapters
back!) - Use an appropriate smoothing or trend estimate to
calculate m - Determine the accuracy of the forecast, get MSE
(Mean Square Error) - The square root of MSE is s (Standard Deviation)
- z is the of standard deviations from mean
(DS212). - For all Inventory Management homework and exam
questions, you will always be given m and s. We
will be talking about how to calculate z later.
31
Determining ROP, continued
- ROP Expected demand during LT safety stock
- If demand and lead time are both constant
- ROP dLT
- 2) If demand is variable, but lead time is
constant - 3) If demand is constant, but lead time is
variable - 4) If both demand and lead time are variable
Will use only situations (1) and (2) in this
class, never (3) and (4)
32
Calculating ROP Example
- The telecom DC from a previous example needs to
determine an appropriate re-order policy for
their cell phones. - They are open all the time 7days/wk. Daily
demand averages 100 units and has a standard
deviation of 50, even on weekend days - The lead time from the manufacturer is fixed at 5
days, and the order size is 1,000 units. - What should their safety stock and re-order point
be to insure a 2.3 chance of stock-out during a
replenishment cycle (i.e. a lead-time service
level of 97.7)? - Hint 1 We can use Formula (2), as we have a
fixed lead-time LT, but a variable demand - Hint 2 The table of Normal distribution
service levels on page 888 of Stevenson shows z2
for a .9772 Service level - ( i.e. 1 - P(stockout)) .9772 TLU-- Z
2)
33
Digression Pages to Bookmark
- pp 850 Appendix Table B
- Area under the Standardized Normal Curve from
- -infinity to z
- More detail and less confusing than the normal
table within the chapter (Table 11.3 on p 510) - Can use the table to find SL () given z, as well
as the reverse! - p. 519 - Table 11-4 Summary of Inventory
Formulae - Most of the formulae we use in IM can be found
here!
34
Calculating ROP Example
- The telecom DC from a previous example needs to
determine an appropriate re-order policy for
their cell phones. - They are open 7days/wk. Daily demand averages 100
units and has a standard deviation of 50, even on
weekend days - The lead time from the manufacturer is fixed at 5
days, and order size is 1,000 units. - What should their safety stock and re-order point
be to insure a 2.3 chance of stock-out during a
replenishment cycle (i.e. a lead-time service
level of 97.72)?
Steps 12 0.023 stock-out Prob. - Z 2
Step 3- calculate Safety Stock SS z sdlt
2111.8 223.6 - 224
Step 4- calculate Lead-time Demand
Lastly, Sum results from Steps 34 to get the
ReOrder Point
We order 1000 phones once we drop to 724 phones
35
ROP- Example 2 Finding the Service Level for an
Order Cycle
- We can use the ROP equation to determine what our
service level will be for a particular order
cycle given the onhand supply available (A) and
the number of days until our next order comes in. - Use A for the ROP quantity LT days
remaining - Assume it is 4 days until our next order arrives,
and demand has been greater than anticipated so
the number of phones on-hand (A) is 500. What
is the chance we will experience an out-of-stock
in this order cycle? - z (500 100 4) / (50sqrt(4)) 1
- z 1 table lookup- SL .8413 - 16 chance
of stock out - Uh,oh!- the manager has just discovered someones
swiped a case-pack (100) of phones, so A is
reduced to 400. What is the chance we will
experience an out-of-stock?
36
More Practice, HW Problems
- IM Section on one of the prior finals
- A gourmet coffee shop in downtown SF is open 200
days a year and sells an average of 75 pounds of
Kona Coffee beans a day (Demand can be assumed to
be distributed normally with a standard deviation
of 15 pounds/day). After ordering (fixed cost
16 per order), beans are always shipped from
Hawaii within exactly 4 days. Per-pound annual
holding costs for the beans are 3 - What is the economic order quantity (EOQ) for
Kona coffee beans? - What are the total annual holding costs for Kona
coffee beans? - What are the total annual fixed ordering costs
for Kona coffee beans? - Assume that management has specified that no more
than a 1 risk during stock out is acceptable.
What should our reorder point (ROP) be? - What is the safety stock needed for a 1 risk of
stock-out during lead time? - What is the annual holding cost of maintaining
the level of safety stock needed to support a 1
risk? - If management specified that a 2 risk of
stock-out during lead time would be acceptable,
would our safety stock holding costs decrease or
increase?
37
Yet More Practice HW
- IM Section of a 412 midterm The Italian Eatery
at the Student Union orders pre-made, frozen
calzones from a gourmet food distributor. They
cost 2.50 apiece and can be sold to students for
4. Fixed Order costs are 10, and orders
always take 4 days to arrive. The demand over a
term (for which the eatery is open 100 days)
averages 80 calzones/day, with a standard
deviation of 20 calzones/day. Holding costs are
10 of the Eaterys purchase price - What is the EOQ and how often do we expect to
place an order? - What is the re-order point (ROP) for calzones if
the management has specified that the chance of a
stock out during a cycle is 15.87 - We placed an order 3 days ago, and our inventory
of calzones is at 85. What is the chance we run
out of Calzones before the next order comes in? - What do we expect our total holding costs and
fixed order costs to be if we use the EOQ?
38
Yet More Practice HW
- IM Section of 412 midterm bonus part EPQ
- The Eatery has decided to make calzones
themselves. These are made periodically in large
batches, and everything not used that day is
frozen. The daily production rate, p, is 160
calzones. Assume that the holding cost, H, is
now .40/calzone per term and S, the setup cost,
is 16 per run. All other parameters remain
unchanged. - What is the EPQ, and how often do we start a
production cycle? - How many days do we run production?
39
Single Period Model
- Single period model model for ordering of
perishables and other items with limited useful
lives - No inventory carryover between periods
- Shortage cost Per-unit cost of being short-
generally is the unrealized profits ( Cs p c ) - More complex if customer goodwill is a
consideration - Excess cost difference between purchase cost and
any salvage value of items left over at the end
of a period ( Ce c - s )
40
Single Period Model
- Calculating the cost-effective Service level is
the key to determining optimal stocking level - SL Cs/ (Cs Ce)
- Where Cs shortage cost
- Ce excess cost
- Continuous stocking levels (for larger demands)
- Demand is often approximated as normal
- Optimal Order Quantity Q m z s
- Table look-up of SL provides the value of z to
use - The optimal stocking level balances shortage and
excess costs - Discrete stocking levels (for smaller demands)
- Service levels are discrete rather than
continuous - Desired service level is equaled or exceeded
41
Example Single Period Inventory Model
- A news-stand sells the city paper for 35 cents.
It costs the stand 15 cents each to purchase
them, and there is no salvage value to old
papers. Daily demand is approximately normal
with m 70 and s 20. No customer goodwill is
lost if the stand sells out. How many papers
should the stand order per day? - Cs .20
- Ce .15
- SL Cs/ (Cs Ce) .20/ (.20 .15) .5714
- Looking up z for SL .5714 on Table (p569) shows
z .18 - Therefore
- Q m z s 70 .1820 73.6 or 74 papers
42
Example Single Period Inventory Model- Discrete
- A gourmet bakery sells chocolate soufflé cakes
for 10 apiece. Each costs 3 to make. At the
end of the day leftover soufflé cakes have no
value. Past observations show that demand
follows the pattern below. No customer goodwill
is lost if the bakery sells out. - How many cakes should the bakery make per day?
Cake Demand
43
Example Single Period Inventory Model- Discrete
- First determine shortage and excess costs
- Cs 10-3 7, Ce 3 0 3
- SL Cs/ (Cs Ce) 7/ (7 3) .7
- Next determine the cumulative probabilities
- Closest to a 70 Service level (rounding up) is 3
cakes
44
Example Single PeriodInventory Model- Discrete
Modified
- One of the bakers has come up with a brownie
recipe that makes use of old soufflés 1 soufflé
cake 4 of other ingredients makes a batch that
can be sold for 6. These brownies have a long
shelf life, so expiration is not an issue. - -How does this affect our optimal daily
production of soufflé cakes? - Note that the excess cost has dropped, as we
effectively salvage 2 from the unsold soufflé
cakes - SL Cs/ (Cs Ce) 7/ (7 1) .875
- It now makes sense to make 4 cakes instead of 3
45
End of Inventory!Optional Topics
- Annual Service Levels (only for 786 students)
- Additional problems
46
Measuring Customer Service
- The ROP calculation does not reveal the expected
amount of the shortage - In the previous example, the telecom DC firm
cares most about the fraction of customers who
cannot get cel phones because they are out of
stock - To analyze this, we need to use the Standard
Normal Unit Loss Function. (Again this assumes
lead time demand can be approximated by a normal
distribution.) - E(n) E(z) sdLT
- Where E(n) expected number of units short per
order cycle - E(z) standardized units short see Table
13-3, p569 - sdLT standard deviation of lead time demand
47
Measuring Customer Service, Continued
- Customer Service is often measured on an annual
terms. one metric is the fill rate, the percent
of demand filled directly from inventory - Demand that was neither lost nor had to be
backordered - The expected number of units short per time
period (often a year) is E(N), where E(N)
E(n)D/Q - remember D/Q is orders per time period
- As E(N)/D represents annual (or another
appropriate time period) units not met by demand,
the fill rate is the complement - SLan 1 - E(N)/D
- This can also be solved as
- SLan 1- (E(z) sdLT /Q)
48
ROP Example Measuring Customer Service
- What is the Overall Service Level for the cel
phone promotion? - Given daily demand averages 100 cels and our
order size is 1000 units, we would expect to
reorder about once every 10 days - A table look-up using z 2, (i.e. SL .9772)
shows that Ez 0.008 - So the expected amount of unsatisfied demand in
each replenishment cycle is E(z) sDLT 111.8
.008 111.8 .89 - We are only about 1 cel phone short per order
cycle! - If we average .89 units of unsatisfied demand
every 11 days, then our customer fill rate (per
order cycle) is - Even though the cycle service level was only
97.7, the overall service level is much higher,
at more than 99.9!!! - Overall Service Level is what firms care about.
It answers the question of How Many Customers
did we lose?
49
ROP Example
- Say a company engages in the practice of Vendor -
Managed Inventory (VMI) and stocks MP3 players at
a small electronics store. Thus the company,
not the store, incurs the inventory holding
costs, which are 20/item - Assume daily demand (7 days/wk) is normally
distributed with mean 60, standard deviation
30 - Thanks to a computerized inventory system,
restocking can be placed at any time, and are
filled in exactly 4 days. Furthermore, order
costs are low, only 10 - What is the optimal order size, Q?
- Average cycle stock Q/2 74
- so Annual Holding Costs 2074 1480
- Expected Orders/year D/Q 148 so Ordering
costs 1480
50
ROP Example, Continued
- Assuming that we choose z 0.5 (Stock-out
possibility of 31) what is our reorder point?
What is the annual service level? - First calculate Safety Stock
- Next determine E(z)
SS z(60) 0.5(60) 30 -- ROP 240 SS
270
E0.5 .198 (per table)
Unsatisfied Demand per replenishment cycle
Ez sdlt .198 (60) 11.8 Annual Service
level 1 - Ez sdlt / Q 1 - .198(60)/148
92 (much greater than the 69 lead time service
level)
51
Example Production Cycles
- (Former HW) Stevenson 12 A consumer goods
manufacturer can produce heating elements for
hairdryers at a rate of 800/day. The hair dryers
are assembled daily, 250 days/year at a uniform
rate of 300 hairdryers/day. Because of the
disparity between usage and production rates,
elements are periodically produced in batches of
2000. - Approximately how many batches are produced
annually? - How long is our Run time? If production on a
batch begins when there is no inventory of
elements remaining, how much inventory will be
on-hand 2 days later? - What is the average inventory of elements,
assuming each production cycle begins when there
are none on-hand? - The same equipment that produces elements is
used to make another component for another
product. That job would require 4 days,
including setup time. Setup time for making the
heating elements is .5 days. Is there enough
time between heating element runs to make this
other component?
52
EOQ Example
Customers take cash out of the ATM at a rate of
2000 per day (365 days/year). The bank earns a
10 return on cash that is not stored in an ATM.
The bank has determined that it costs 30 to
replenish the cash in an ATM. For simplicity,
define 1000 (or K) to be the basic inventory
unit of cash
D 2K(365) 730 units of K per year
(730,000) H 10(1K) 100 per K per year S
30 restocking fee Q sqrt(230730/100)
20.9K Approximately one replenishment every 10
days
note if we use 1 as basic unit, get same
basic results, just with large intermediate
calculations Q sqrt(230(2000365) /.1)
sqrt(438,000,000) 20,928 OR, given that ATMs
generally only give you 20 bills, lets take one
of these bills as the defining unit So we use
100 bills/day, each bill has H2/yr Q
sqrt(230(100365)/2) sqrt(109,500) 1046 And,
of course 1046 Jacksons are worth 20,920
Recommended
CrystalGraphics Presentations





























